Tool and die engineering is a specialized field in the industry of manufacturing involving mechanics who create gauges, cutting tools, machine tools, molds, dies, fixtures, jigs, and other tools utilized in the processes of manufacturing. The person might be called by a variety of names, depending on what area of focus the certain individual works in. He or she might be called tool fitter, mold maker, die maker, tool maker, etc.
Typically, tool and die engineering primarily works in tool room environments which most often is in one room. However, it is more frequently in a place with semipermeable and flexible boundaries from production work. The people working in tool room environments are skilled craftspeople, also known as artisans, who usually learn their skill through a combination of hands-on instruction and academic coursework. Tool and die engineering and manufacturing engineering often work closely in session as part of the team.
Tool Making
Usually, tool making means creating tools that are utilized in producing goods. Common tooling includes fixtures, cutting tools (such as milling cutters and tool bits), whole machine tools, or metal forming rolls that are utilized to test, hold, or manufacture goods during the fabrication. It is frequently needed to create fabricate custom tools or improve standard tools because of the specialized nature of the work of a tool maker.
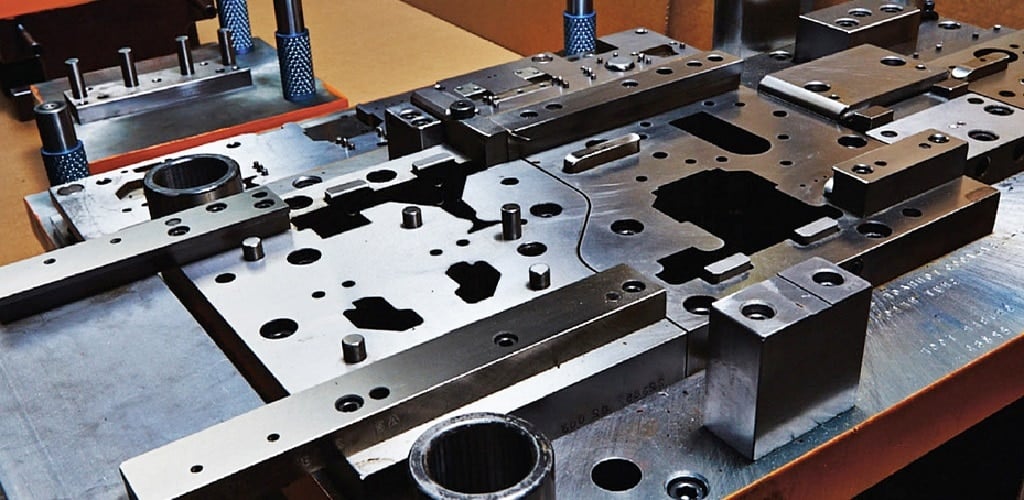
Die Making
This process is a subgenre of tool making that concentrates on maintaining and creating dies. Oftentimes, this includes making die sets, steel rule dies, dies, and punches. Accuracy is important in this process; die steels and punches should maintain correct clearance to accurately create components. Also, it is frequently required to have parts machined with forbearances of less than 1/1000 of an inch.
Overlap
One individual might be contacted upon for all of the activities mentioned above. Also, the concepts and skills involved overlap. That is the reason tool and die engineering is frequently seen as one field.
Training
A lot of tool and die engineers start an on-the-job training with an employer, even though the details of training courses depend. It is possible that the apprenticeship includes a mix of hands-on experience and classroom training.
Several previous qualifications on basic engineering science or design and technology, science, and mathematics could be important. A lot of tool and die makers attend a four up to five-year OJT program to obtain the status of a journeyman tool and die engineer. The employment relationships today frequently vary in detail and name from the traditional apprenticeship arrangement.
Also, the terms journeyman and apprentice aren’t utilized always. However, the concept of a period of years of OJT course directing to the mastery of the area still relates.
Tool and die engineers in the United States who graduate from National Tooling and Machining Association (NTMA) have gone to over four years of college programs as well as 10,000 working hours for them to fulfill the apprenticeship. Also, they are accredited through the United States Department of Labor.
Jig or Fixture Maker
A jig and fixture engineer is a subgenre of a tool and die engineer. The normal difference between jigs and fixtures is that a jig directs the tool for the process being carried out while the fixture just protects the job. The terms are often interchangeably utilized. A jig and fixture engineer is required knowing how to utilize a variety of machines to create these tools. They are also required to have skills in welding. Also, in several situations, they are often required to have the knowledge of wood working machinery, and tool room machining skills.
In creating the tools, they are frequently advised by a senior engineer. A deep knowledge of different materials is required beyond metal and wood. This includes plastics. Also, they could make, build, and design without engineering blueprints or plans.
Jig/Fixture makers obtains hands-on practical experience while making and monitoring changes as the manufacturing procedure is reviewed and improved constantly with/by the senior engineer. Also, they could be required to do the changes without the help of a senior engineer. This greatly depends on the size of the company. Several jigs/fixtures need pneumatic and electronic actuation that would involve training or knowledge in these areas as well.
Jigs and fixtures that are built correctly reduce waste. It could be done by making sure the parts fit perfectly. Jigs and fixtures could be held in hand or could be as huge as a car. Production requirements order function and form.
The constant progress of CAD/CAM computer-aided design has limited the use of jigs in the production. But, each machine requires some type of clamping fixture for production operation. That is why fixtures are still required to hold the components in place for the required operation. Jigs are required currently in a lot of places of manufacturing. However, it is primarily used for low-volume production.